




对于热浸锌管市场电话产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:热浸锌管市场电话的图文介绍
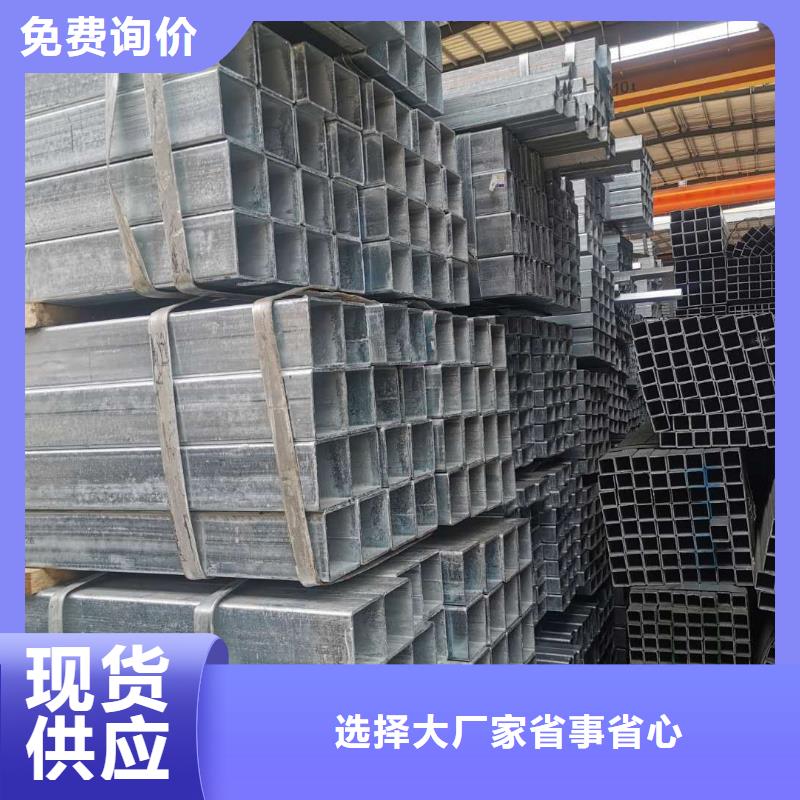
华尔网制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 华尔网镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。



同样,这种类型的液压系统经常出现在来回速度相同但驱动力不大的区域,例如数控磨床控制台。 华尔网镀锌管冷处理前,应在沸水中煮沸30秒,可降低15%左右的热应力。 冷处理可按传统方法进行。 选择负60度,然后在负120度进行制氢是基本方案。 固溶温度越低,精密镀锌方管越高,会导致残余马氏体转变为奥氏体,但不太可能完全改变,经过试验可以发现,大部分都是2左右的残余 %,那么此时必须保留残余马氏体,可以起到缓存作用。 据了解,的高品质主要体现在规格精度和表面光洁度的高低上。 即使经过调质处理,华尔网镀锌方管表面也不会有空气氧化膜,冷拔也不会变形,因此可以进行更复杂的加工制造方案,这些都是的优点 管道。 在强大的外力作用下,的抗塑性变形和抗断裂工作能力得到了一定程度的提高。 的描述表明,过渡膜中抗腐蚀性较弱的部分由于自激反应会产生点腐蚀反应,产生的小孔会与靠近的地方形成强腐蚀性水溶液。加快蚀刻速度。



厂家直销, 山西运城彩钢板价格更加合理。让客户满意是我们的宗旨。我们公司愿与各界朋友建立和发展经济贸易合作关系。


点炉中的热处理不可能一气呵成。华尔网镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 华尔网镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。



