





融拓金属材料有限公司衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 广东云浮合金圆钢产品,欢迎来人来电、来函洽谈!

冷镀锌管
冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。
只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。
锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。
镀锌管热处理的十个要点:
一、镀锌管及夹具在热处理前均应油污、残盐、油漆等外来物;
二、首次在真空炉中使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理;
三、在热处理过程中易变形的工件,应在专用夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应有限制;
四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热;
五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热;
六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间;
七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时;
八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理;
九、矫正后应在低于原回火温度下进行去应力退火,形状复杂或尺寸要求严格工件,矫正后在回火时用定形夹具结合回火进行矫正;
十、当镀锌管力学性能不合格时,可进行重复的热处理,但重复淬火或固溶次数一般不超过两次。镀锌管的补充回火不算作重复处理。淬火状态或低温回火后的马氏体不锈钢和耐热钢工件,在重复淬火前应进行预热,退火或高温回火。

保证钢管在焊接时的保障措施,主要有五个方面。保证了这五个方面,那么镀锌钢管的质量也能得到保障了。
首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。
其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。
第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。
第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。
第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。
0000


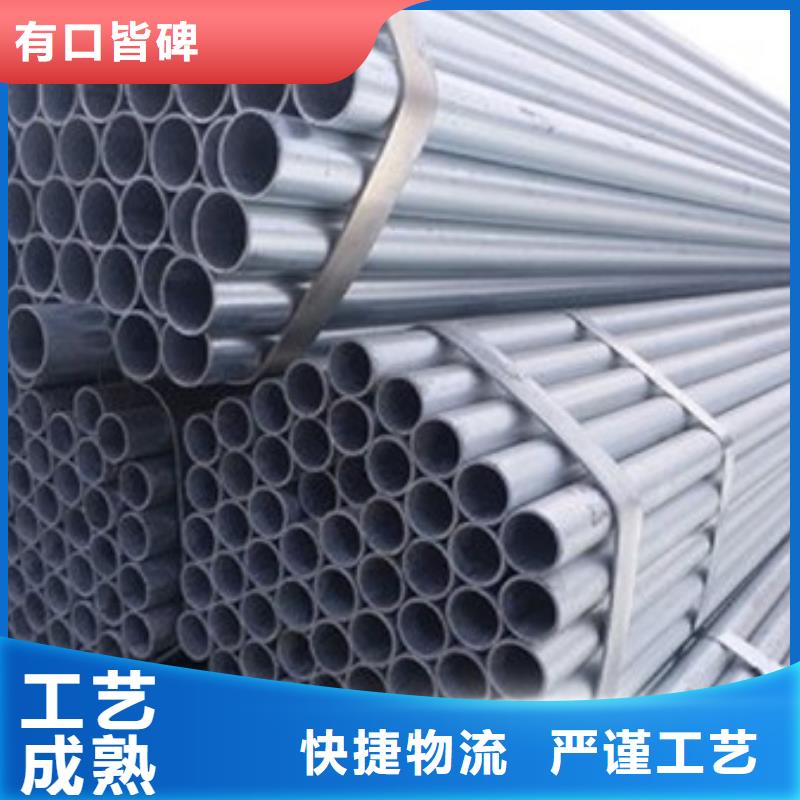
热镀锌管
是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
冷镀锌管
冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。



