


产品详细介绍
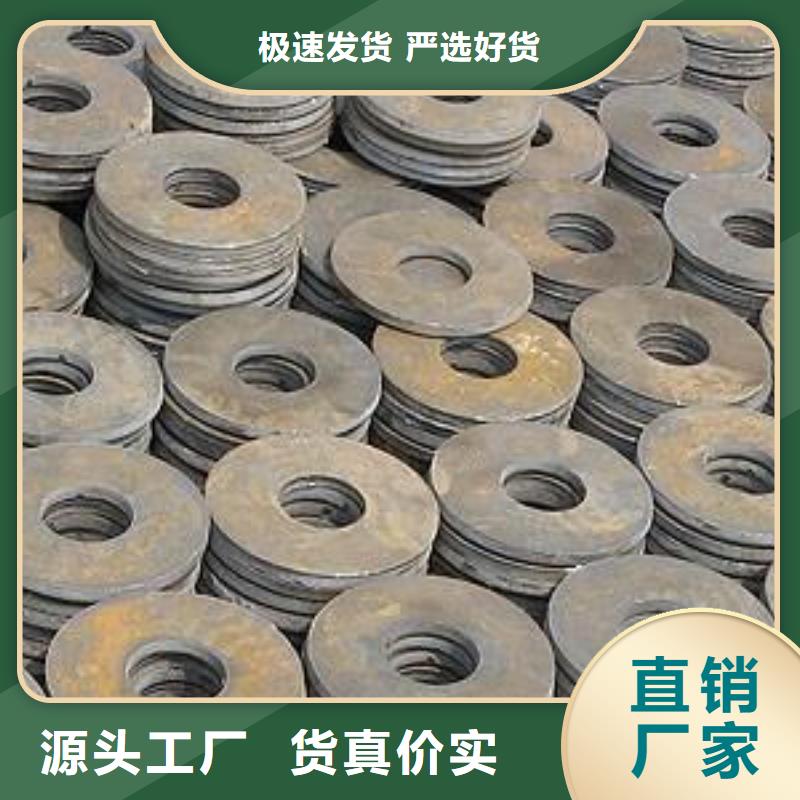
以下是:垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做的产品参数
导读 垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做,金海金属材料有限公司专业从事垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做,联系人:季经理,电话:13153807804、13734465888,QQ:597671230,发货地:聊城开发区蒋管屯镇杜丹江路东首100号发货到广东省 云浮市 云城区、新兴县、郁南县、云安区、罗定市,以下是垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做的详细页面。 广东省,云浮市 春秋战国至秦汉时期先秦时期,今云浮市境为百越之地。南北朝时期市境曾先后设立州、郡、县三级建置。民国初,4县隶属粤海道。1951年3月起隶属西江专区,12月起隶属粤中行政区。1961年4月,隶属肇庆地区。1994年4月,设立地级云浮市。云浮历史文化有西江文化、南江文化、六祖文化、石艺文化等。云浮市东连粤港澳大湾区,西接北部湾城市群,是珠江—西江经济带重要节点城市。西江黄金水道贯穿全境,云浮新港是广东内河大港。
为了展现垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做的图文介绍

当我们需要加工自己的零件时,我们想象冲压件加工,但有时冲压件加工可能不符合要求。这个不用担心。我们会解决的。
冲压弯曲零件的形状和尺寸不符合要求是生产中经常出现的质量问题。原因有很多,但主要是材料的反弹和位置不稳定造成的。
回弹导致不合格:
从折弯变形过程分析可以看出,中性层的两侧力是相反的方向(外部拉伸、内部压缩),折弯结束后,中性层两侧材料的弹性恢复方向相反,从而产生明显的反弹。
折弯变形通常限制在材料的局部区域,材料的其余部分是自由的,弹性跳跃受整体大小的牵制较小,因此冲压件形状变化较大。
工件的宽度大于材料厚度的3倍时,沿折弯线的宽度方向可能会发生弓,因此有一些克服回弹的措施。


弯件在五金冲压件中是比较常见的一种,但是对于有着多处折弯的产品应该怎样来确定折弯的顺序,今天为大家讲解一下关于连续折弯的五金冲压件的折弯顺序问题。
折弯一般顺序:
1、先短边,后长边:一般来说,四边都有折弯时,先折短边,后折长边有利于冲压件的加工和折弯模具的拼装。
2、先外围后中间:正常情况下,一般是从冲压件的外围开始向工件的中心折弯。
3、先局部后整体:如果冲压件内部或外侧有一些不同于其他折弯的结构,一般是先将这些结构折弯后再折弯其他部分。
4、考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或冲压件上的障碍物适当调整加工顺序。
连续折弯冲压件在安照这四个原则设计好折弯顺序后,再检验一下能不能满足以下几个要求:
1、要考虑折弯机的刀具是否符合图纸R的要求。
2、要看折弯机的下刀或夹具是否挡住下次折弯的位置。
3、看上次折弯在本次折弯后,是否与折弯刀具和夹具刮蹭、碰撞。
4、看 要折弯的那一道是否与折弯刀具和夹具刮蹭、碰撞。
5、看是否可以利用上次折弯的尺寸做为下次折弯的定位基准。
折弯一般顺序:
1、先短边,后长边:一般来说,四边都有折弯时,先折短边,后折长边有利于冲压件的加工和折弯模具的拼装。
2、先外围后中间:正常情况下,一般是从冲压件的外围开始向工件的中心折弯。
3、先局部后整体:如果冲压件内部或外侧有一些不同于其他折弯的结构,一般是先将这些结构折弯后再折弯其他部分。
4、考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或冲压件上的障碍物适当调整加工顺序。
连续折弯冲压件在安照这四个原则设计好折弯顺序后,再检验一下能不能满足以下几个要求:
1、要考虑折弯机的刀具是否符合图纸R的要求。
2、要看折弯机的下刀或夹具是否挡住下次折弯的位置。
3、看上次折弯在本次折弯后,是否与折弯刀具和夹具刮蹭、碰撞。
4、看 要折弯的那一道是否与折弯刀具和夹具刮蹭、碰撞。
5、看是否可以利用上次折弯的尺寸做为下次折弯的定位基准。



如今,公司拥有一批技术精湛的 广东云浮精密管资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
金海金属材料有限公司全体员工将以优质的 广东云浮精密管产品和满意的服务迎接国内外广大客户的光临。



总结垫圈平垫圈冲压件加工粤螺异形平垫来图定做来样定做_金海金属材料有限公司,固定电话:13734465888,移动电话:13153807804,联系人:季经理,QQ:597671230,开发区蒋管屯镇杜丹江路东首100号 发货到 广东省云浮市。