


联系我们

当前位置:
聊城 安达液压机械有限公司 >
云南本地产品动态
27simn绗磨管来电咨询绗磨管
更新时间:2024-11-19 00:51:46 浏览次数:5 公司名称:聊城 安达液压机械有限公司
以下是:27simn绗磨管来电咨询绗磨管的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
以下是:27simn绗磨管来电咨询绗磨管的图文视频



27simn绗磨管来电咨询绗磨管,安达液压机械有限公司为您提供27simn绗磨管来电咨询绗磨管,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到云南省 昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市。 云南省 云南省,简称“云”或“滇”,中国23个省之一,位于西南地区,省会昆明。介于北纬21°8′~29°15′,东经97°31′~106°11′之间,东部与贵州、广西为邻,北部与四川相连,西北部紧依西藏,西部与缅甸接壤,南部和老挝、越南毗邻,云南省总面积39.41万平方千米,居全国第8位。云南省是全国边境线长的省份之一,有8个州(市)的25个边境县分别与缅甸、老挝和越南交界。
深入了解27simn绗磨管来电咨询绗磨管产品,一部视频就够了,快来观看!
以下是:27simn绗磨管来电咨询绗磨管的图文介绍
多年来安达液压机械有限公司生产的 云南珩磨管加工厂凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!


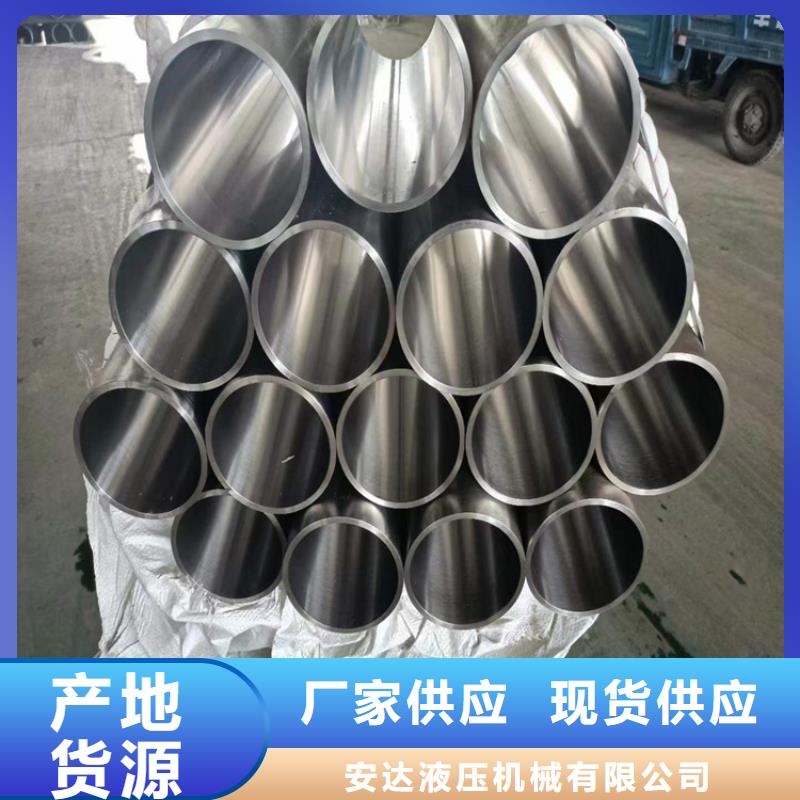
云南企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑



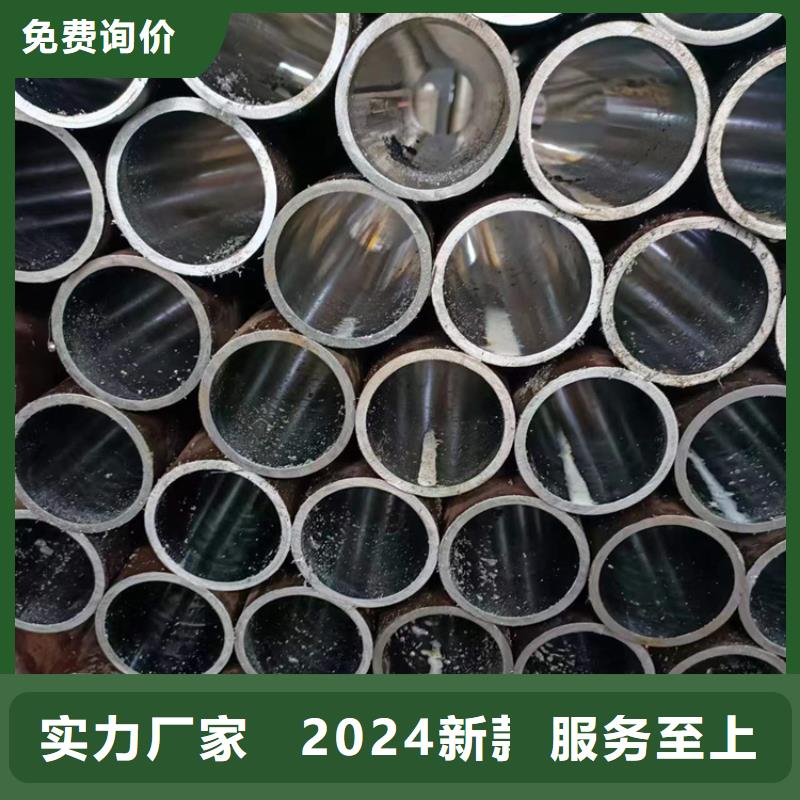
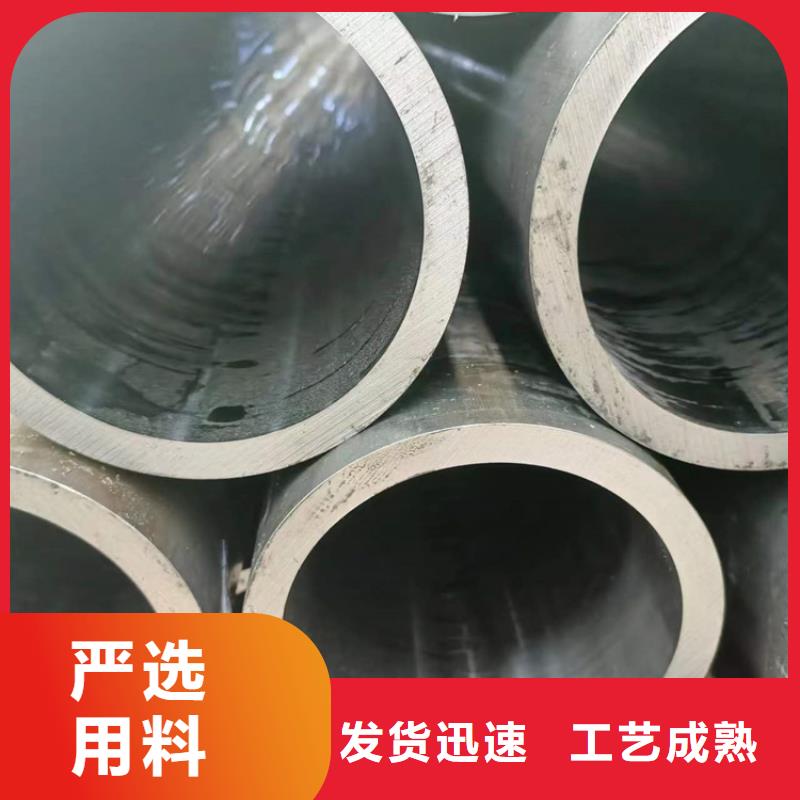
云南企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



云南企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。


您是想要在云南省采购高质量的27simn绗磨管来电咨询绗磨管产品吗?安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的27simn绗磨管来电咨询绗磨管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。