




想要探索35#精密钢管厂家/欢迎致电的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:35#精密钢管厂家/欢迎致电的图文介绍
十几年风雨历程,铸就了公司品牌,取得了可喜的业绩。大金钢管制造有限公司多年来凭着诚实守信的经营作风和顾客至上的营销理念及质优价惠的 云南冷轧精密无缝钢管产品赢得了客户的好评,现已形成良好的市场美誉度。


在云南精密管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大 的热应力和组织应力所致。此外,由于云南精密钢管固有的冶金缺陷,选材不当,材质错误,设计中的 结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后 的缺陷必须进行系统的分析和研究。 A.淬火变形与淬火裂纹 在实际生产中,应该根据淬火变形与 淬火裂纹的形成原因采取有效的措施。 云南精密钢管热处理尽量做到均匀加热及正确加热:工件形 状法扎或截面尺寸相差悬殊时,常因加热不均匀而变形,为此,工件在装炉前,对不需淬硬的孔及 截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件 ,可设计特定淬火剂夹具。这些措施既有利于加热均匀,又有利于冷却均匀。



云南精密管轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状)因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将带钢送入12cr5moi合金钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。12cr5moi合金钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(cl1/...式中:f-激励频率(hzc-激励回路中的电容(f电容=电量/电压;l-激励回路中的电感,电感=磁通量/电流?当输入热量不足时,被加热的焊缝边缘达不到焊接温度,12cr5moi合金钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



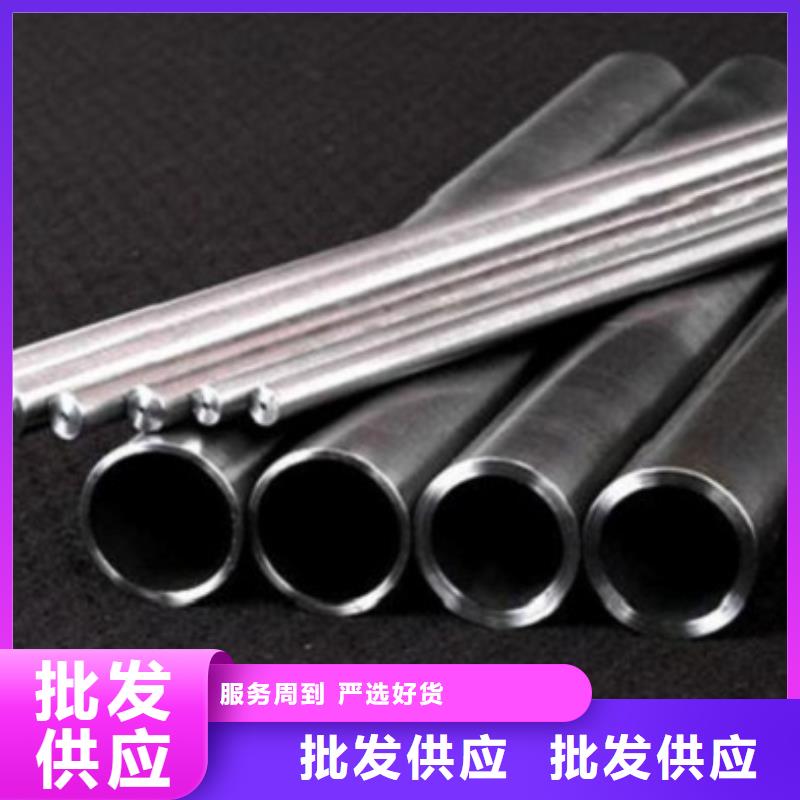
云南精密钢管是一种经过冷拔或热轧处理的高精度钢 管材料。由于云南精密钢管具有内外壁无氧化层、高压下无泄漏、高精度、高精加工、无冷弯变形、膨 胀、平整、无裂纹等优点,主要用于生产气动或液压元件产品,如气缸或油缸,可以是无缝管或焊 接管。云南精密管和无缝钢管的区别油后即成、无缝钢管主要特点是无缝焊接,可承受较大的压力, 产品可以是很粗糙的铸态或冷拔件 2.云南精密钢管是近几年出现的产品,主要是内控、外壁尺寸有严 格的公差及粗糙度。 冷拔云南精密钢管的特点:1.外径更小。 2.云南精密钢管高可做小批量生产 3.冷拔成 品精度高,表面质量好。 4.钢管横面积更复杂。 5.钢管性能更优越。金属比较密。热轧精密钢 管后的区别热轧云南精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 后进入粗轧机,粗轧料经切头、尾,再进入精轧机,实施计算机控制轧制,终轧后经过层流冷却和 卷取机卷取,成为直发卷;成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度,宽度精度比 较差,边部常存在浪形、折边、塔形等缺陷,其卷重较重,钢卷内径为760mm。将直发卷经切头 、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热 轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。


云南精密管生产中几个关键技术问题 1.对原材料材质的质量要求:云南精密钢管的原材料,除必须达到 普通高频电焊钢管原材料的基本要求外,还须满足一下几方的要求 1.化学成分:冶炼时,重点是 提高钢的纯净度,减少钢中的非金属夹杂物的含量,硫和磷含量要小于0.03%,为了适应后步冷变 形加工,硫含量 不要超过0.02%,因此要严格控制钢的化学成分,同时为保证产品具有良好的 力学性能,冷弯,焊接等工艺性能,还需适当增加一些N、M、V等元素。 2.钢带形状和尺寸:钢 带轧制时,应采用AGC和板形控制系统,提高钢带厚度精度和版型精度。同时还要采用控制冷却方 法,提高钢带的强韧性,纵剪钢带宽度尺寸精度要求控制,钢带边缘要无压痕和毛刺,以提高焊接 质量。3.钢带表面的锈蚀:钢带表面的黄锈为氧化铁的结晶水,在焊接过程中,高温会使其中的氧 氢折出,如不能排出,存在于焊缝之中,易产生气孔微裂纹,改变组织结构,降低材料塑形,降低 延伸率,所以要避免钢带表面锈蚀。 焊管成形工艺:焊管成形工艺,即焊管机组成型及定径部分 孔型设计和调整方法均会直接影响焊接质量的优劣。传统的成型工艺为辊式成型工艺,有单半径、 双半径;W反弯法成形孔型体系,加上二辊、三辊、四辊或五辊挤压辊,二辊或四辊定径来保证成 形质量。各种成型工艺技术,有不同优缺点,适合不同的条件,根据产品的大纲、产品用途应在设 备选型时慎重考虑、以选择不同的成型工艺技术。为了减少弹性变形,对于精密焊管机组加工变形 道次都比普通焊管道次响应增加2、3道次。


