




为了让您更地了解我们的10加4耐磨复合板现货产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:10加4耐磨复合板现货的图文介绍

激光焊接的工艺及流程,分析了在优化工艺参数下焊接接头的显组织、耐腐蚀性能和力学性能. 显组织分析表明:焊缝窄且宽度均匀,未发现裂纹等缺陷;双面超薄不锈钢复合板的激光双面焊接具有成形性能好,焊缝金属与覆层不锈(略)连接良好.PSP法、CSP法和PSS法的激光焊缝晶粒均比母材的小。
随着超大规模集成电路的特征线宽不断减小,导致号传输延时、功耗增大以及互连阻容耦合增大等问题,为了解决这一问题,多孔低(超低)k介电材料越来越引起人们的注意。通过在前驱气体D5源中添加甲烷,由ECRCVD沉积技术制备出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工艺及后道工艺中,薄膜需要经受400~450℃的热冲击,因此首先对不同甲烷流量下真空退火前后薄膜的结构、表面形貌和湿水性进行了研究。在真空热处理过程中,热稳定性较差的碳氢基团发生了热解吸,使Si-O-Si网络结构以及链式结构发生交联而形成鼠笼结构,从而提高了薄膜中孔隙的含量,并使薄膜表面更平整。
随着超大规模集成电路的特征线宽不断减小,导致号传输延时、功耗增大以及互连阻容耦合增大等问题,为了解决这一问题,多孔低(超低)k介电材料越来越引起人们的注意。通过在前驱气体D5源中添加甲烷,由ECRCVD沉积技术制备出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工艺及后道工艺中,薄膜需要经受400~450℃的热冲击,因此首先对不同甲烷流量下真空退火前后薄膜的结构、表面形貌和湿水性进行了研究。在真空热处理过程中,热稳定性较差的碳氢基团发生了热解吸,使Si-O-Si网络结构以及链式结构发生交联而形成鼠笼结构,从而提高了薄膜中孔隙的含量,并使薄膜表面更平整。


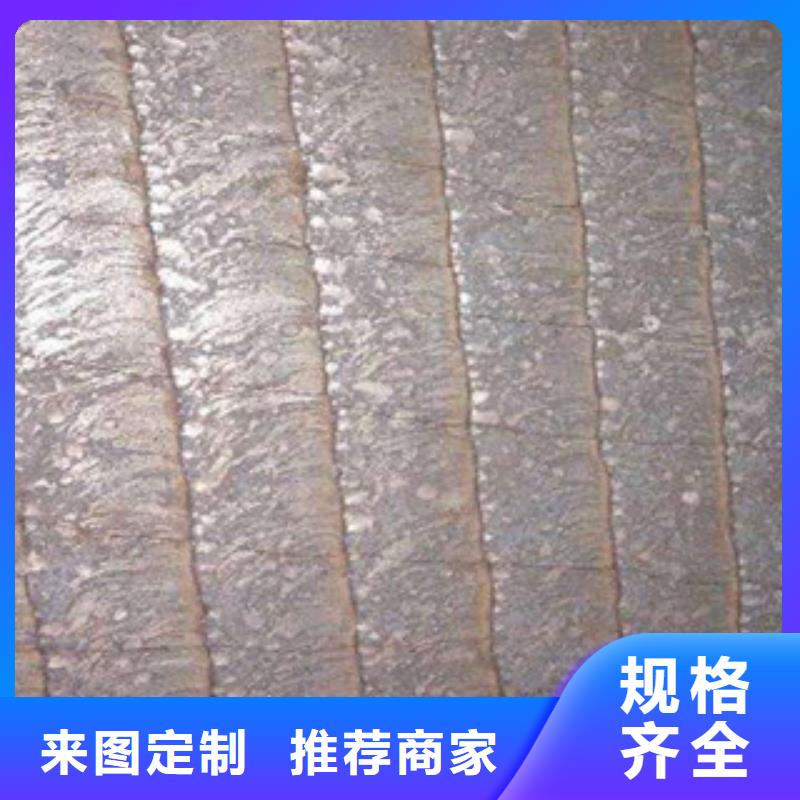
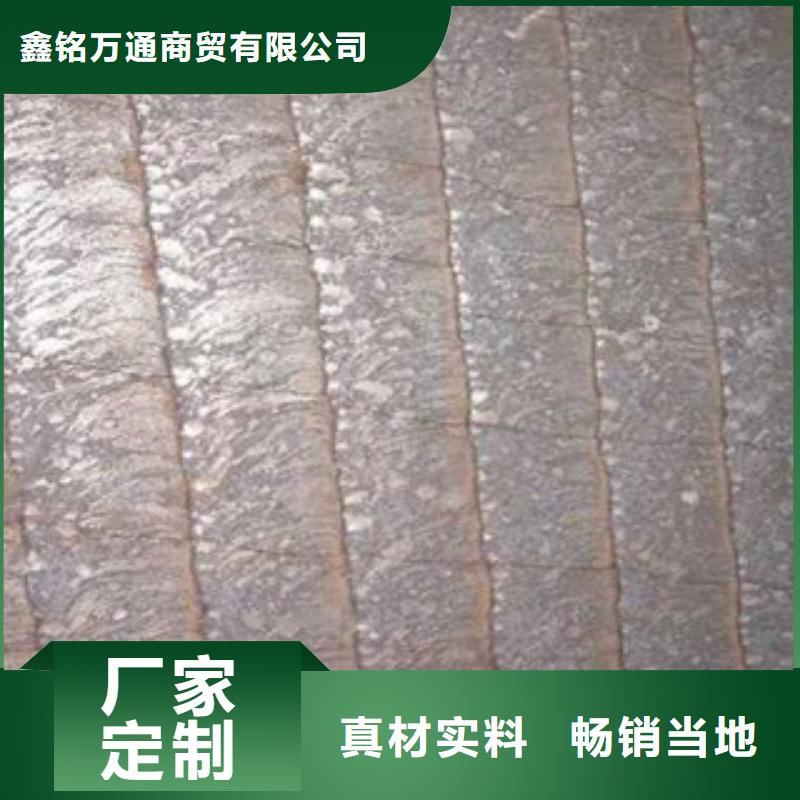
如果堆焊复合耐磨板表面出现裂纹,那么这个裂纹是否会对焊接效果产生影响?实践表明,堆焊复合耐磨板表面出现裂纹是正常现象,没有裂纹则是不符合技术要求的,但我们希望堆焊复合耐磨板的堆焊层表面裂纹应该是:数量多、外形小,分布呈无规律弥散状,裂纹的深度仅局限在堆焊层之内。国外有关堆焊复合耐磨板的技术文献中也标明:每平方英寸内应出现至少一条裂纹。堆焊复合耐磨板表面有裂纹是允许的,但不得深入母板。上述对堆焊层裂纹的规定,其主要目的为保证堆焊复合耐磨板堆焊层的耐磨性以及在实际使用中的性。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。



规格齐全,支持定制,公司一贯以客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。产品规格尺寸材质齐全,省去不必要的麻烦,-站式采购。公司拥有多年的行业经验,能有效的完成客户的订单,确认产品质量和交货时间。严格控制每一件产品的质量保质保量,让客户买的放心。

切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。

