
产品详细介绍
以下是:20#精密无缝钢管出售的产品参数
导读 您是想要在广东省肇庆市采购高质量的20#精密无缝钢管出售产品吗?钢兴钢管
有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的20#精密无缝钢管出售产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘学成-13722727880,QQ:133919903,地址:《沧州风化店乡后枣园工业区发货到广东省 肇庆市 端州区、鼎湖区、广宁县、怀集县、封开县、德庆县、高要区、四会市》。 广东省,肇庆市 肇庆市,古称端州,广东省辖地级市,是粤港澳大湾区、珠江—西江经济带的重要节点城市,广佛肇经济圈、广州都市圈重要组成部分。2023年,被评为三线城市。全市下辖3个区、4个县、代管1个县级市,总面积约14897.45平方千米,截至2022年末,肇庆市常住人口412.84万人。
一分钟的时间,对于了解我们的20#精密无缝钢管出售产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
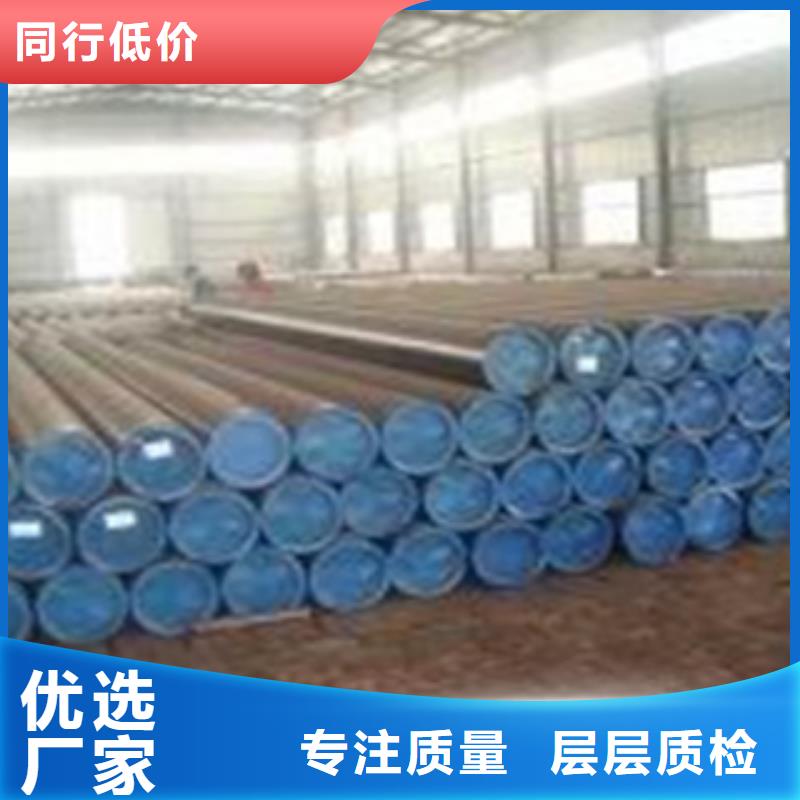
以下是:20#精密无缝钢管出售的图文介绍

以下内容包括: 广东肇庆大口径钢管的产品说明、所属公司的资质、荣誉、实景,欢迎各位客户进行实地考察;请您往下继续阅读 广东肇庆大口径钢管的介绍,了解钢兴钢管 有限公司的更多信息。


无缝钢管厂家生产中的成材率?
无缝钢管厂家怎样增加生产中的成材率?
这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。
无缝钢管厂家的和控制措施是:
1、改进冷轧设备,有效裂纹
减少钢坯在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为钢坯量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。
离心机要防止流槽振动造成钢坯溅出现象,承口砂芯要安放合适,镀锌无缝钢管,避免产生毛刺。控制钢坯成分,降低钢坯的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,无缝钢管厂家,且分段设置,并避免各段的冷却水相互影响。



弯曲度钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:A、局部弯曲度:用一米长直尺靠量在钢管的弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。 此种方法也适用于管端部弯曲度。B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。例如:钢管长度为8m,测得弦高30mm,则该管全长弯曲度应为:0.03÷8m×=0.375%钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。 架、支柱和机械支架,可以减轻重量,节省金属20~40%,而且可实现工厂化机械化施工。用钢管制造公路桥梁不但可节省钢材、简化施工,而且可大大涂保护层的面积,节约投资和费用。钢管按生产方法可分为两大类:无缝钢管和有缝钢管,有缝钢管简称为直缝钢管。 1.无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和管等。无缝钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。2.焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。


无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



总结 选购20#精密无缝钢管出售来广东省肇庆市找钢兴钢管
有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘学成-13722727880,{QQ:133919903},地址:[风化店乡后枣园工业区]。