



我们的现场实拍视频将带您走进不锈钢复合管厂家发货产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢复合管厂家发货的图文介绍


复合管的离心铸造+热挤压(热挤压+冷轧)法:“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。 复合管的爆炸焊成型法:爆炸焊成型工艺是靠 爆炸产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。利用爆炸成型,覆层可小于0.2mm,熔合比小可达到5%;覆层紧密,产品适用性广。另外,利用爆炸焊可实现多种金属间的连接,有些是采用其他方法不能实现的。该方法的主要缺点是,界面非扩散冶金结合,对尺寸较长的复合管 量很难准确确定,而且具有一定的危险性。



俊邦金属材料有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 浙江304不锈钢复合管 。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



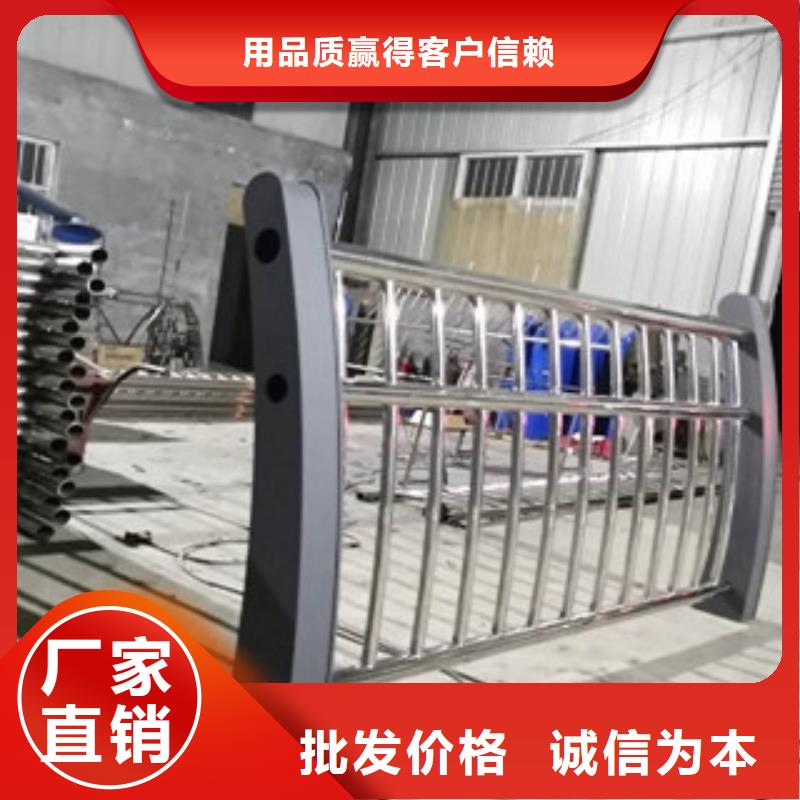
交通护栏是公路路侧交通设施的重要组成部分,合理设置交通护栏,不但可以 限度的吸收汽车撞击能,减少掩击对驾驶员和乘员的伤害.降低事故的严重程度,还能诱导驾驶员的视线使其清晰地看到道路轮廓及前进方向的线性,增加行车性,在路测沟渠较深的情况下,通常设置交通护栏来防止失控车辆驶入深沟,以保护行人,乘员的,如果交通护栏不能异向和有效拦截事故车辆时,其自身也是一种降碍物,因此,对交通护栏进行合理的设计,并做好交通护栏端部的处理,以免影响护栏核体功能的正常发挥。 中央分隔带交通护栏应连续布设,以防止车辆闯入对向车道造成更大的人员伤亡,防止二次事故的发生;全线路基填土高度大于3m的路段设置路侧普通型交通护栏.填土高度大于8m的路段设置路侧加强型交通护栏;桥梁、通道两侧,距桥头8m 范围内设置加强型交通护栏及加强型中央分隔带交通护栏;在设有跨线桥及分离式立休交又的地方,在桥墩及其两侧8m范围内设置加强型交通护栏.以防止车辆对桥墩的冲击;互通立交范围内一般全部布设波形交通护栏;路侧护栏小设置长度为70m,两段路侧护栏之间相距不到1OOm时,应将两路段连续设置。


因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。



