



我们的现场实拍视频将带您走进Q245R钢板价格表产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:Q245R钢板价格表的图文介绍


电缆软线通常是绝缘橡胶软线,其长度应尽量短些。焊机输出端至复合耐磨板前端的电路长度对电压下降有影响,该长度越短则电压下降越小。因此连接电缆应尽量短些,这对防止电压下有效。电缆软线的截面应尽量粗些。 电缆的截面积越大,电压下降越小,但的电缆线较重,无性,操作困难,如电弧焊,电缆的截面超过70mm为限。由电源至焊这段电路的电缆不常移动,其电缆要粗些,而靠近焊这部分的电缆要细些,便于操作。电缆软线的散热性要好。 当电缆软线通过焊接电流时会,散热性不好,电缆软线的温度会升高,电压下降显著。杜绝电缆软线打卷现象。电缆软线的多余部分处理不适当,会引起很大的电压下降,必须把多余的电缆软线都要按原卷的顺序平滑匹配,每卷一圈的方向不要有打卷和卷倒的,如有应及时改正。 耐磨衬板焊接时,由于电压下降会得到得不到充分的焊接电流,或者焊接耐磨衬板时电流时高时低,给焊接工作造成困难,焊接耐磨衬板时电压下降的原因和防止方法主要有:焊接变压器的功率。长期使用的焊机功率会降低,当施焊时容易产生电压下降或电压变动,其功率介意在一次侧绕组并列适量的电容器或者更换新的变压器。



鑫邦源特钢有限公司拥有一支 浙江合金钢管高素质研发团队,良好的工程师,可根据客户的要求设计 浙江合金钢管。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 浙江合金钢管,整条生产线质量层层把关,严格的产品测试。


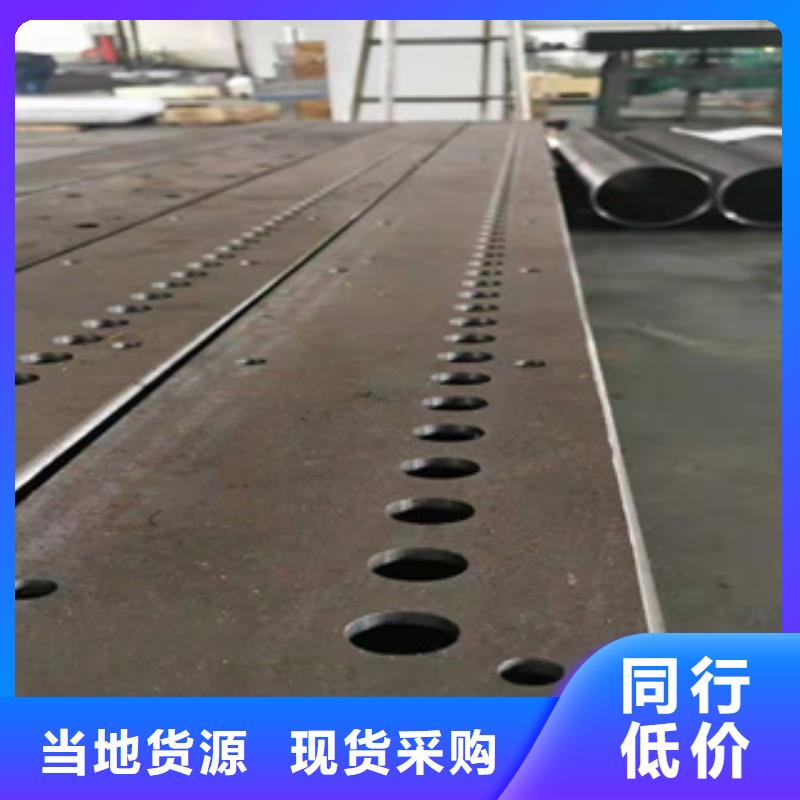
复合耐磨板坚固耐用,绿化效果比较好,在装饰和装修领域发挥着的作用,被现代人广泛使用。同时,它具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能等特点。复合耐磨板主要用于铁道、车辆、桥梁、塔架等长期在大气中使用的钢结构。 用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含腐蚀介质的容器等结构件。复合耐磨板在融入现代冶金新机制、新和新工艺后得以可发展和,属超级钢前沿水平的系列钢种之一。 耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的5~10倍,能减薄使用、使用或简化涂装使用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。 我们做一块双金属耐磨板的时候都要进行相关的热处理,预热之后在进行锻造和加工,加工的工艺和用途也是比较好的。那么在双金属耐磨板进行热处理的时候温度确实是一个活,温度要适当的进行把控,那么温度怎么进行控制比较好呢双金属耐磨板加热温度810-830℃,保温时间依据装炉方式定。



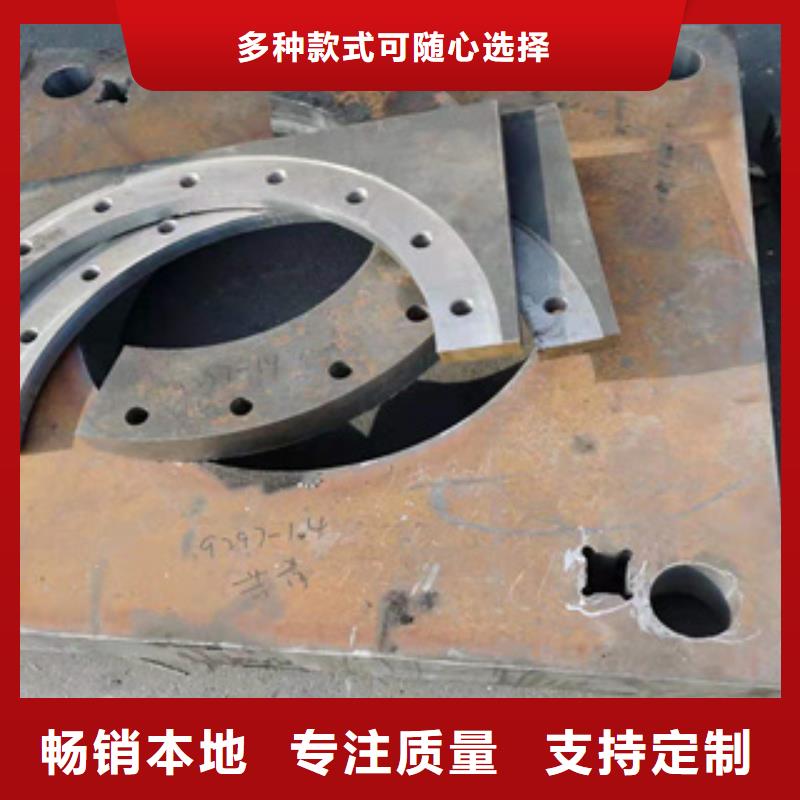
优良等级双金属耐磨板的品质请求包含规格尺寸、表面、镀锌量、化学成分、板形、机器机能和包装等几个方面。包装分为切成定尺长度的耐磨板和带卷耐磨板包装两种。一般铁皮包装,内衬防潮纸,外以铁腰子系缚,系缚牢固,以防内装耐磨板互相。 规格尺寸有关产物尺度都列明双金属耐磨板保举的尺度厚度、长度和宽度及其容许毛病。别的,板的宽度和长度、卷的宽度也可按用户请求确定。表面概况状况:耐磨板因为涂镀工艺中处置方法分歧,概况状况也分歧,如普通锌花、细锌花、平坦锌花、无锌花和磷化处置的概况等。 切成定尺长度的耐磨板及镀锌卷板不得存在影响使用的缺点(如下胪陈),但卷板容许有焊接部位等多少不畸形部门。镀锌量镀锌量尺度值:镀锌量是暗示双金属耐磨板锌层厚度的一个广泛采纳的有用法子。有两面镀锌量雷同(即等厚镀锌)和两面镀锌量分歧(即差厚镀锌)两种。 镀锌量的单元为g/m2。机器机能抗拉实验:一般说来,只要布局用、拉伸用和深拉伸用耐磨板有抗拉机能请求。弯曲实验:是权衡薄板工艺机能的重要名目。但列国尺度对各类耐磨板的请求其实不同等。一般请求耐磨板弯曲180o后,外侧概况不得有锌层离开,板基不得有龟裂及断裂。


碳化铬耐磨板生成晶核的条件是过冷度。在一定范围内过冷度越大,固液两相的自由能相差越多,越有利于形成晶核。焊接时的冷却速度高,容易较大的过冷度,有利于凝固过程的进行。与双金属耐磨板一样,碳化铬耐磨板熔池中的晶核也是以异质晶核(非自发晶核)为主。 熔池中存在有两种所谓现成表面:一种是合金元素或杂质的悬浮质点,由于温度高,可以成为异质晶核的难熔质点很少(在一般正常情况下所起作用不大);另一种就是熔合区附近加热到半熔化状态基本金属的晶粒表面,这个半熔化的晶粒的尺寸与构造新相形成条件,而成为新形核的表面。 也就是说,熔池凝固时主要是以半熔化的母材晶粒为晶核并长大。因此,熔池具备了有利的形核条件。焊接时,为改善碳化铬耐磨板焊缝金属的性能,通过焊接材料加入一定量的合金元素(如铝、、钛、钼等)可以作为熔池中非自发晶核的质点,从而使焊缝金属晶粒细化。 焊接热循环作用下的焊缝形成有几个重要阶段,首先是耐磨衬板的局部和填充金属熔化,然后是熔化金属由液相到固相的凝固结晶,再就是连续冷却的固态相变。熔焊方法形成的焊接熔池的凝固结晶过程是晶体生产晶核与晶核长大的过程。



