


钢兴钢管 有限公司价值观:责任、诚信、感恩
是我司在长期的经营 河南周口大口径钢管活动中所形成的共同价值观念、行为准则、道德规范,体现我司的精神传达、人际关系、规章制度、生产服务等集合。“责任”是我们前进的动力,“诚信”是我们立足的根本,“感恩”是我们发展的力量。



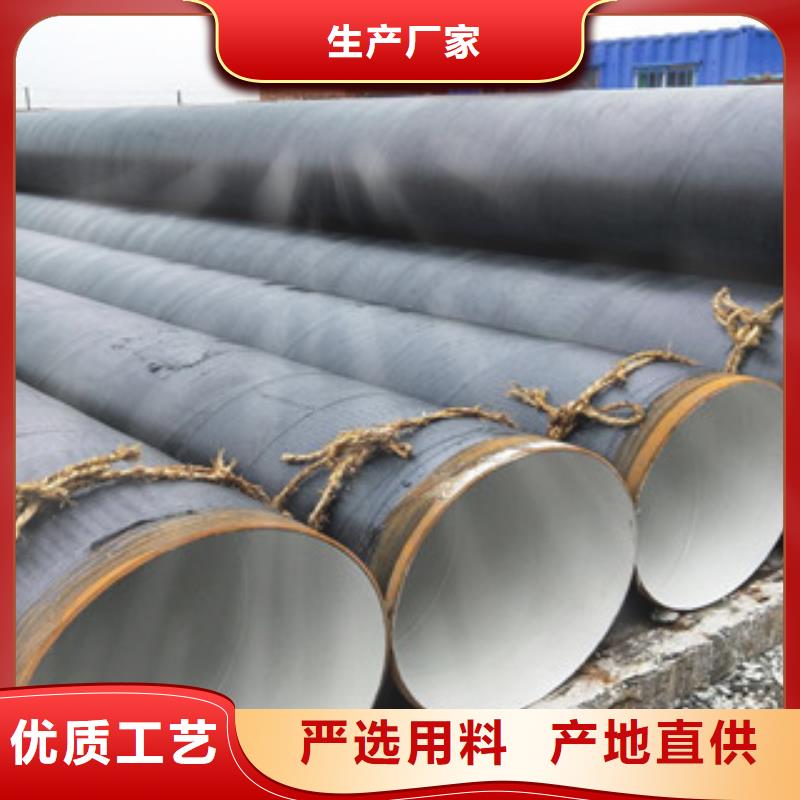
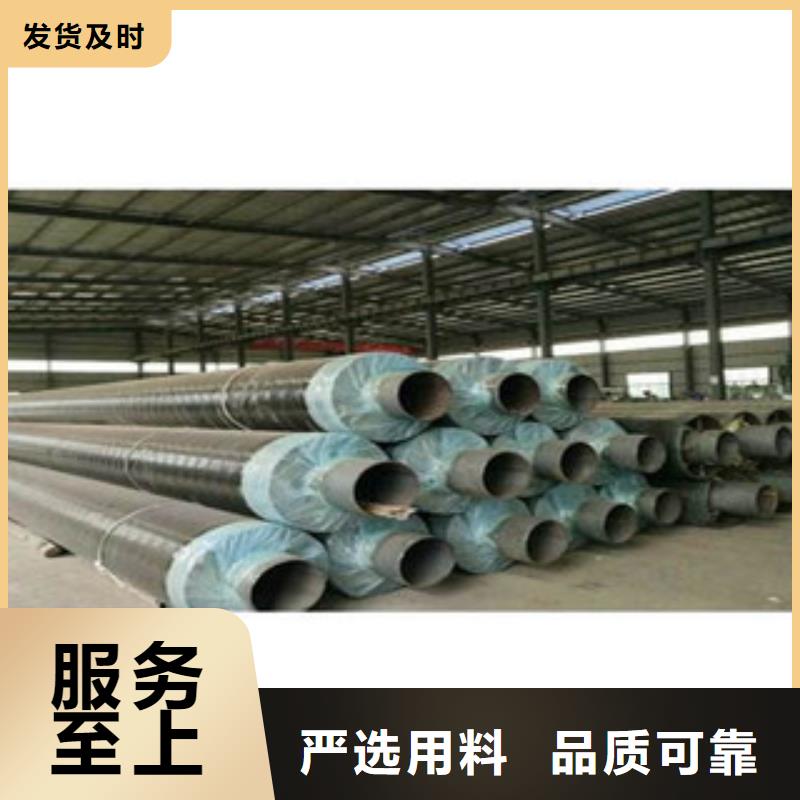
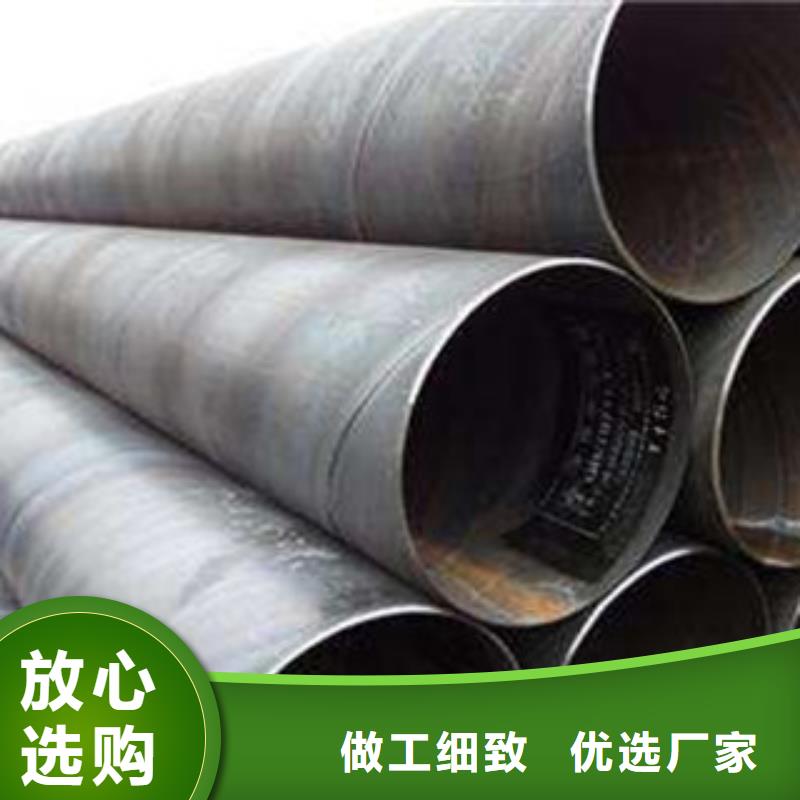
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



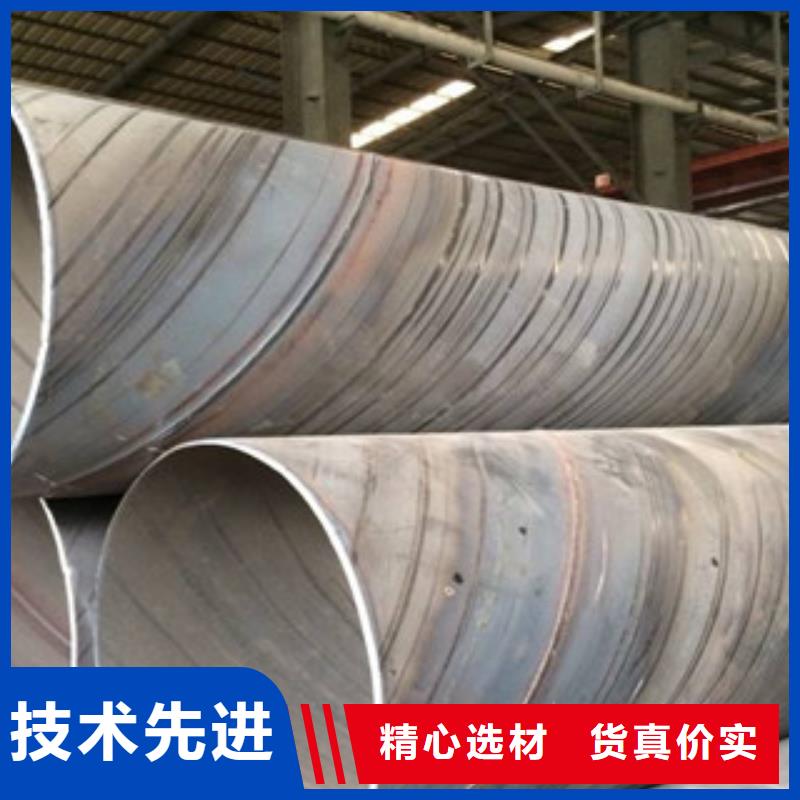
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。


对于螺旋焊管等离子切割,除尘的难点是:等离子枪的喷嘴在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压
将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。



