




我们精心制作的冲压垫片免费咨询冲压件聊城冲压垫片免费咨询产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:冲压垫片免费咨询冲压件聊城冲压垫片免费咨询的图文介绍

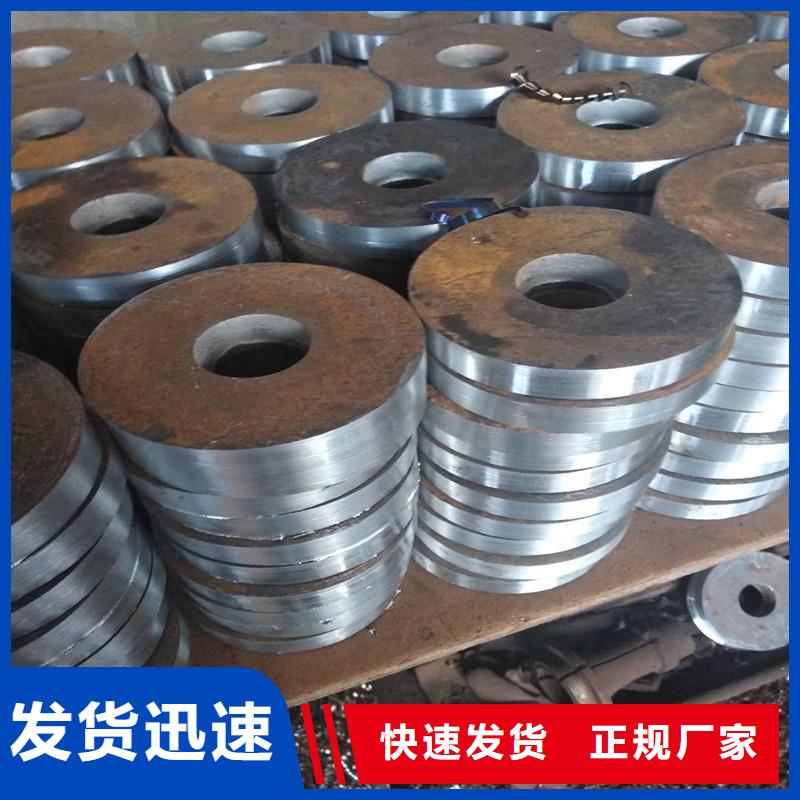
冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。
环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。





1.冲压时产生翻料、扭曲的原因
在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的重点。.
