


产品详细介绍
以下是:成捆锯钢筋锯床非常好用的产品参数
导读 成捆锯钢筋锯床非常好用,建贸机械设备有限公司为您提供成捆锯钢筋锯床非常好用,联系人:胥经理,电话:18539023766、18539023766,QQ:313891025,请联系建贸机械设备有限公司,发货地:许昌石象镇工业园发货到山东省 淄博市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县。 山东省,淄博市 淄博市,简称“淄”,齐国故都,山东省辖地级市,Ⅱ型大城市,国务院批复确定的山东区域性中心城市、现代工业城市,重要的石油化工基地。淄博地处中国华东地区、山东省中部,南接临沂,北接东营、滨州,东接潍坊,西接济南,位于黄河三角洲生态经济区、山东半岛蓝色经济区两大战略经济区与济南都市圈交汇处,是山东半岛城市群核心城市之一,三线城市。截至2023年,全市下辖5个区,3个县和3个功能区,总面积5965平方千米,建成区面积341.9平方千米。2022年末,淄博市常住人口470.59万人。
为了给您提供更的成捆锯钢筋锯床非常好用产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:成捆锯钢筋锯床非常好用的图文介绍
建贸机械设备有限公司专门为 山东淄博钢筋笼滚笼机产品提供售前和售后服务,公司秉承“质量是生命,诚信是灵魂,创新是源泉”的经营方针及“诚信经营,用户至上”的经营宗旨,坚持“团结务实、求实创新、开拓进取、与时俱进”的企业精神,为振兴民族工业 山东淄博钢筋笼滚笼机创新品牌的目标而奋勇前进。



1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。



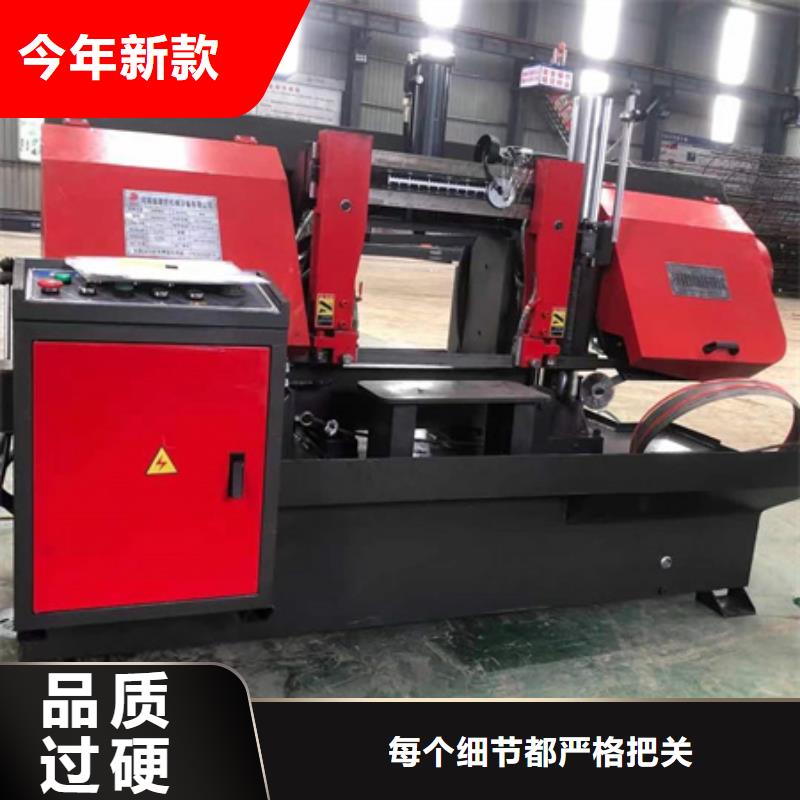
钢筋带锯床主要用途
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。


。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块



总结在山东省淄博市采购成捆锯钢筋锯床非常好用请认准建贸机械设备有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:胥经理-18539023766,QQ:313891025,地址:石象镇工业园)。