


想要深入了解1米高桥梁护栏钢板立柱产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:1米高桥梁护栏钢板立柱的图文介绍
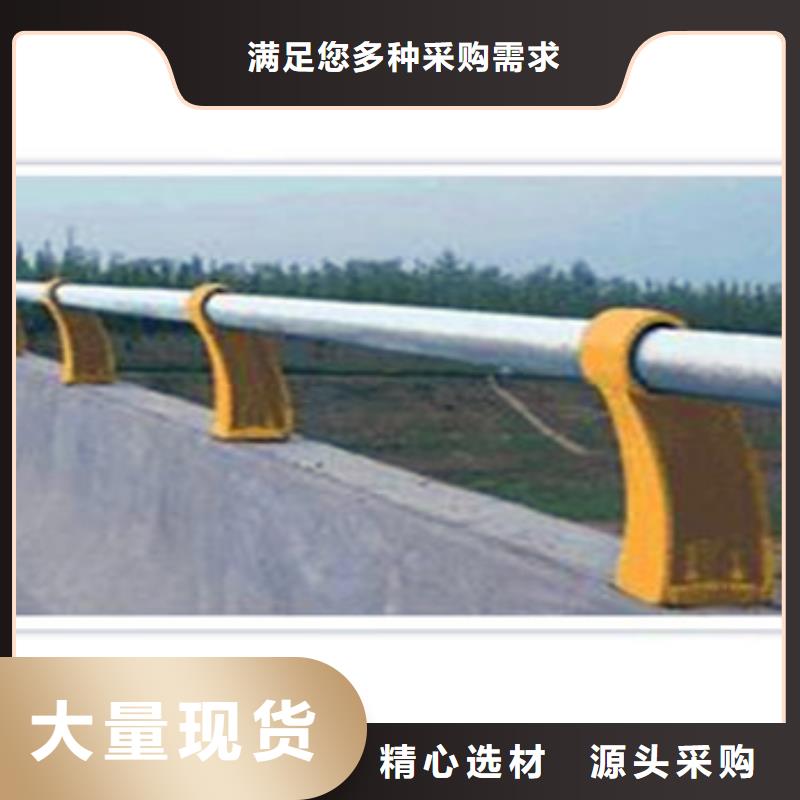
产品细节图

内衬不锈钢复合管卫生环保、性好,这种特性主要归功于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。
内衬不锈钢复合管与内衬不锈钢管件与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好。符合“生态住宅”要求和以人为本的时代理念。 性价比高。
内衬不锈钢复合钢管是在钢管内覆以薄壁不锈钢,这样降低了制造成本,又确保了厚度以保证强度,使安装费用大大低于壁不锈钢管。
内衬不锈钢复合管与内衬不锈钢管件与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好。符合“生态住宅”要求和以人为本的时代理念。 性价比高。
内衬不锈钢复合钢管是在钢管内覆以薄壁不锈钢,这样降低了制造成本,又确保了厚度以保证强度,使安装费用大大低于壁不锈钢管。


双金属复合管坯的成型原理是利用离心铸造技术,分层浇铸不同成分的金属液,使内外金属的熔合层控制在一定厚度范围内,形成完全的冶金熔合。双金属复合管坯的卧式离心生产工艺流程为:管模清理→预热→喷挂涂料→烘干→上端盖→启动离心机→(外层金属液熔炼)浇铸外层→(内层金属液溶炼)浇铸内层→毛坯→加工成复合管坯管坯。
离心浇铸成双金属复合管坯后,坯料需要进行内外表面加工。与单金属坯料加工的主要区别:双金属坯料加工之前需要对中径进行核实,根据中径的实际尺寸来确定外径和内径的加工尺寸;表面的加工粗糙度根据不同的材料分别要求,一般为碳钢、合金钢Ra≤6.3μm,不锈钢Ra≤3.2μm,镍基合金Ra≤1.6μm。
挤压工艺的控制要点:
(1)加热。由于两层金属的高温塑性变形不一样,加热温度的设定原则是避易就难,比如10/GH600双金属复合管的加热温度只考虑GH600的高温塑性区;
(2)润滑。玻璃粉的选择既要考虑内外层的温度,又要考虑不同的材料特性;
(3)挤压速度。由于两层金属的高温流动特性不一样,挤压速度将折中选择,使两种材料的金属流动速度接近,减少两层金属的拉应力,避免造成拉裂。
双金属复合管由于具有独特的功能性、经济性,应用将越来越广泛。从2004年开始,新兴铸管采用“离心浇铸+挤压”工艺生产双金属复合管,经过数百支坯料及管材的试制,攻克了坯料浇铸及挤压技术上的各种难题,成功开发了30多种不同规格、不同钢种组合的具有冶金结合的双金属复合管,并已应用到各种行业。应用结果证明:离心铸造管坯挤压复合管具有的内外层金属结合力,便于制作各种管件,可以实现内外层金属强韧性互补,可以避免应力集中,提高管线的性能。该产品可以应用于锅炉、石油、耐磨输送环境、海洋液体输送等领域。
离心浇铸成双金属复合管坯后,坯料需要进行内外表面加工。与单金属坯料加工的主要区别:双金属坯料加工之前需要对中径进行核实,根据中径的实际尺寸来确定外径和内径的加工尺寸;表面的加工粗糙度根据不同的材料分别要求,一般为碳钢、合金钢Ra≤6.3μm,不锈钢Ra≤3.2μm,镍基合金Ra≤1.6μm。
挤压工艺的控制要点:
(1)加热。由于两层金属的高温塑性变形不一样,加热温度的设定原则是避易就难,比如10/GH600双金属复合管的加热温度只考虑GH600的高温塑性区;
(2)润滑。玻璃粉的选择既要考虑内外层的温度,又要考虑不同的材料特性;
(3)挤压速度。由于两层金属的高温流动特性不一样,挤压速度将折中选择,使两种材料的金属流动速度接近,减少两层金属的拉应力,避免造成拉裂。
双金属复合管由于具有独特的功能性、经济性,应用将越来越广泛。从2004年开始,新兴铸管采用“离心浇铸+挤压”工艺生产双金属复合管,经过数百支坯料及管材的试制,攻克了坯料浇铸及挤压技术上的各种难题,成功开发了30多种不同规格、不同钢种组合的具有冶金结合的双金属复合管,并已应用到各种行业。应用结果证明:离心铸造管坯挤压复合管具有的内外层金属结合力,便于制作各种管件,可以实现内外层金属强韧性互补,可以避免应力集中,提高管线的性能。该产品可以应用于锅炉、石油、耐磨输送环境、海洋液体输送等领域。



公司实力

山东淄博不锈钢复合管栏杆基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.

